

Нет данных
Централизованная обработка и распределение стальной арматуры
Jul 14,2023
· Статус применения: каркас арматуры с сегментом щита
Сегмент щита представляет собой прочный композитный производственный материал для строительства туннелей. Основная трудность при обработке внутреннего стального каркаса заключается в выполнении резки, гибки и дуговой формовки стальных стержней большого диаметра фиксированной длины, а также в трехмерной сварке многослойных комбинаций сеток. В течение долгого времени производство стальных сепараторов для сегментов щита можно было перерабатывать только в одиночные ребра на оборудовании с ЧПУ, а затем сваривать с помощью ручного крепления.

Вопрос No 1
Конструкция не способствует механизированному производству, существуют различия в конструктивном источнике сегментных стальных сепараторов, а конструкция относительно тривиальна.
Вопрос No 2
Производство опирается на рабочую силу, низкий уровень автоматизации, потому что основная трудность обработки его внутреннего стального каркаса заключается в том, чтобы завершить гибку стального стержня фиксированной длины большого диаметра, а также добиться трехмерной сварки многослойной сетчатой комбинации из-за отсутствия отечественного оборудования, технологии привели к длительному искусственному режиму производства, низкой эффективности производства, плохой безопасности, высокая трудоемкость, в сочетании с постоянным ростом затрат на рабочую силу, традиционная ручная обработка труда больше не может удовлетворить потребности современных зданий.
Вопрос No 3
Стандарты контроля качества готовой продукции сложны и могут быть выполнены только с помощью ручного крепления или сварки в Китае, что неэффективно и вынуждает ослаблять стандарты качества. Из-за низкой эффективности производства, плохой безопасности, высокой трудоемкости в сочетании с постоянным ростом затрат на рабочую силу традиционная ручная обработка стальных стержней больше не может удовлетворить потребности современных зданий.

С быстрым развитием современного строительного строительства заводское и сборное производство строительных инженерных компонентов стало неизбежной тенденцией развития, особенно сегмент щитов, необходимых для строительства городского железнодорожного транспорта, таких как метро, сильно поддерживаемый государством, достиг заводского сборного производства.
Исследования, разработки и использование оборудования для обработки арматурных клеток с сегментным сегментом щита являются исследовательскими и новаторскими и изменят традиционный режим обработки и производства сегментных арматурных клеток в стране и за рубежом, а также реализуют стандартизацию, стандартизацию, автоматизацию и интеллектуальную обработку сборочной линии и производство сегментной арматурной клетки.

· Станок для гибки арматуры с ЧПУ
CB-WG12D-2
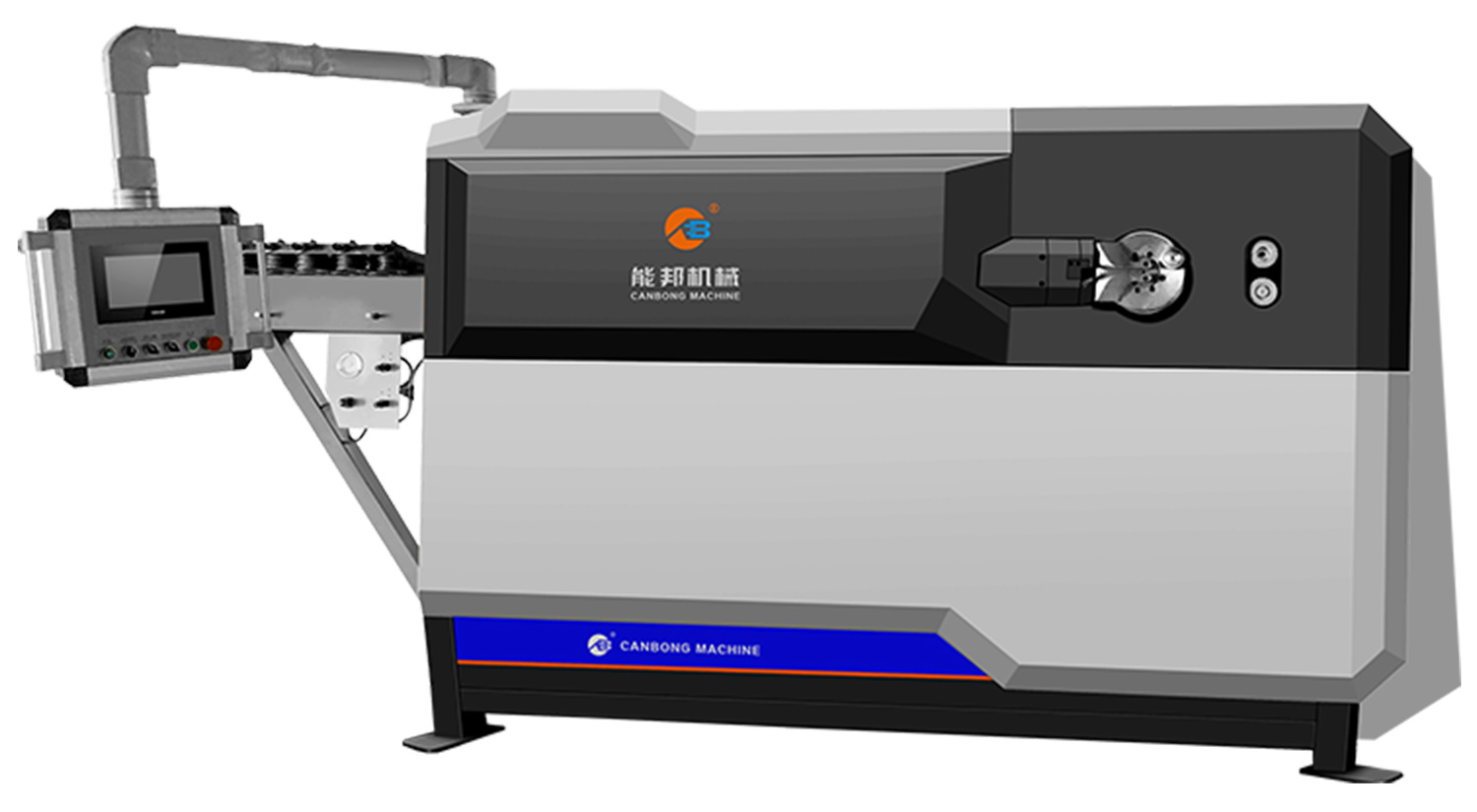
Станок для гибки арматуры с ЧПУ CB-WG12D-2 оснащен пневматическим и эффективным двухпозиционным многофункциональным гибочным механизмом, скорость производства увеличивается на 20%, а гибка различных специальных форм может быть выполнена эффективно, а угол дуги изгиба составляет R6-R35 (диаметр центрального штифта 12-70). Большая конструкция скоса, большой диапазон обработки, может обрабатывать все виды стремян в пределах 1670 мм, а также может обрабатывать небольшие стремена размером до 70X70 (мм).
Диаметр обработки одной арматуры: 13 мм из 5 мм
Диаметр обработки двойной арматуры: 10 мм из 5 мм
Максимальный угол изгиба: 180
Направление изгиба: двустороннее
Максимальная скорость тяги: 110 м / мин
Максимальная скорость изгиба: 1200° / с
Общая мощность: 27 кВт
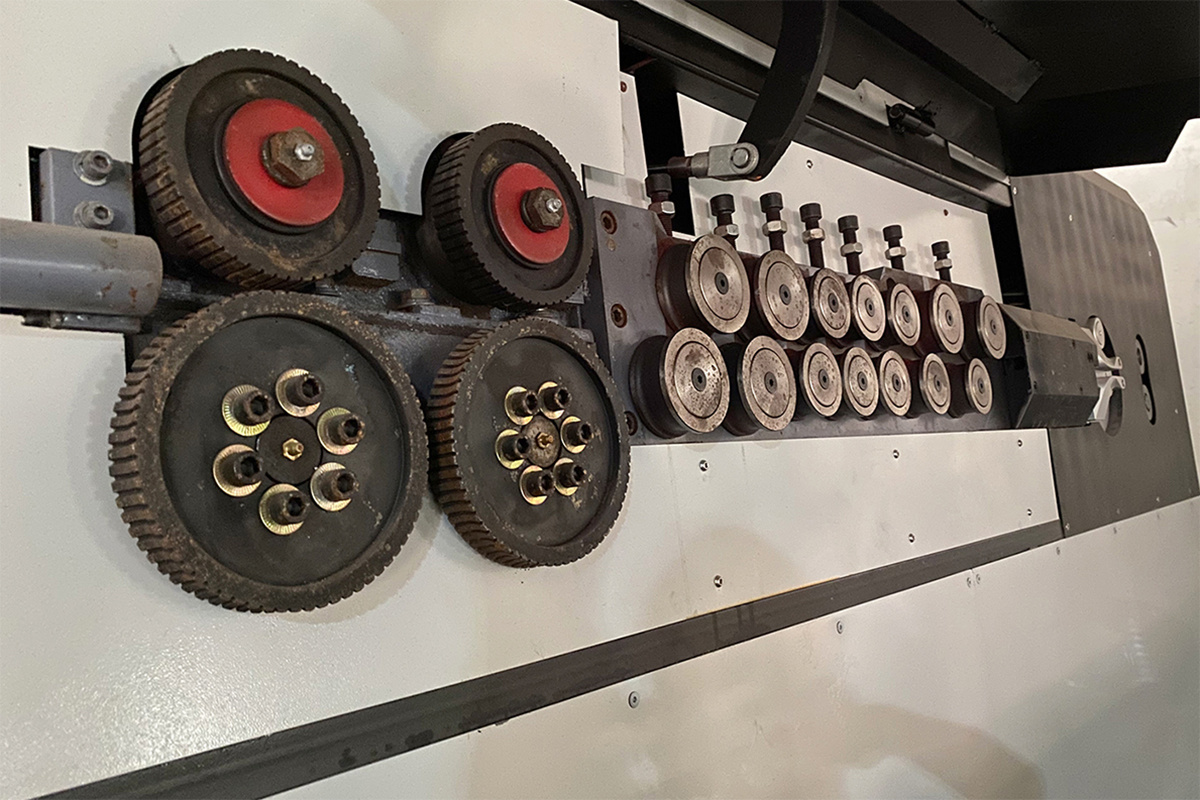
· Линия по производству гидравлических ножниц арматуры с ЧПУ
CB-GJW150B

Линия гидравлической резки арматуры с ЧПУ CB-GJW150B может удовлетворить спрос на резку по длине стержневой арматуры 800-12000 мм. Механизм фиксированной длины оснащен перегородками фиксированной длины разной длины, которые регулируются системой сервоуправления для точного контроля длины сдвига. Автоматическое прижимное устройство против биения механизма резки не вызывает явления скольжения стального стержня, а производственная линия взаимодействует с машиной для формования плоской сетки для реализации орбитальной передачи готовой продукции и полуфабрикатов для резки.

Диаметр обработанной арматуры: 50 мм из 10 мм
Ширина разреза: 600 мм
Скорость сдвига: 12 раз / мин
Скорость доставки: 90 м / мин
Длина резки: 800 - 12000мм
Общая мощность: 42 кВт
Размер: 32000x5800x2950mm
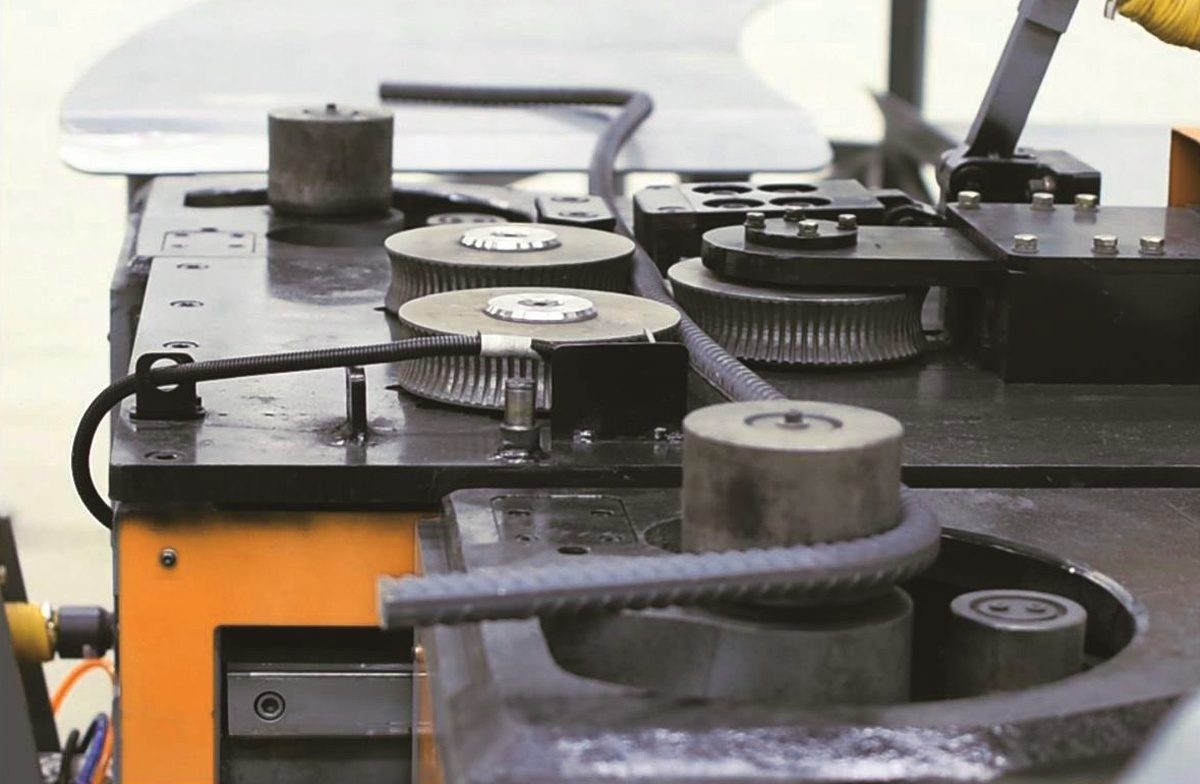
· Станок для дуговой гибки арматуры с ЧПУ
CB-WHWQ32
Станок для дуговой гибки арматуры с ЧПУ CB-WHWQ32 в основном используется для обработки внутреннего дугового стержня и внешнего дугового стержня в сегментной арматурной клетке, которая может непосредственно образовывать прямой крюк для дугового изгиба стального стержня за один раз, что снижает трудоемкость рабочих.
Диаметр обработанной арматуры: # 10mm - # 32mm
Угол изгиба: 0° - 120° Скорость изгиба: 48° - 72° / с
Минимальный радиус искривления дуги: 2600 мм
Минимальная длина края изгиба: 180 мм
Минимальная длина края изгиба: 1400 мм
Общая мощность: 15 кВт
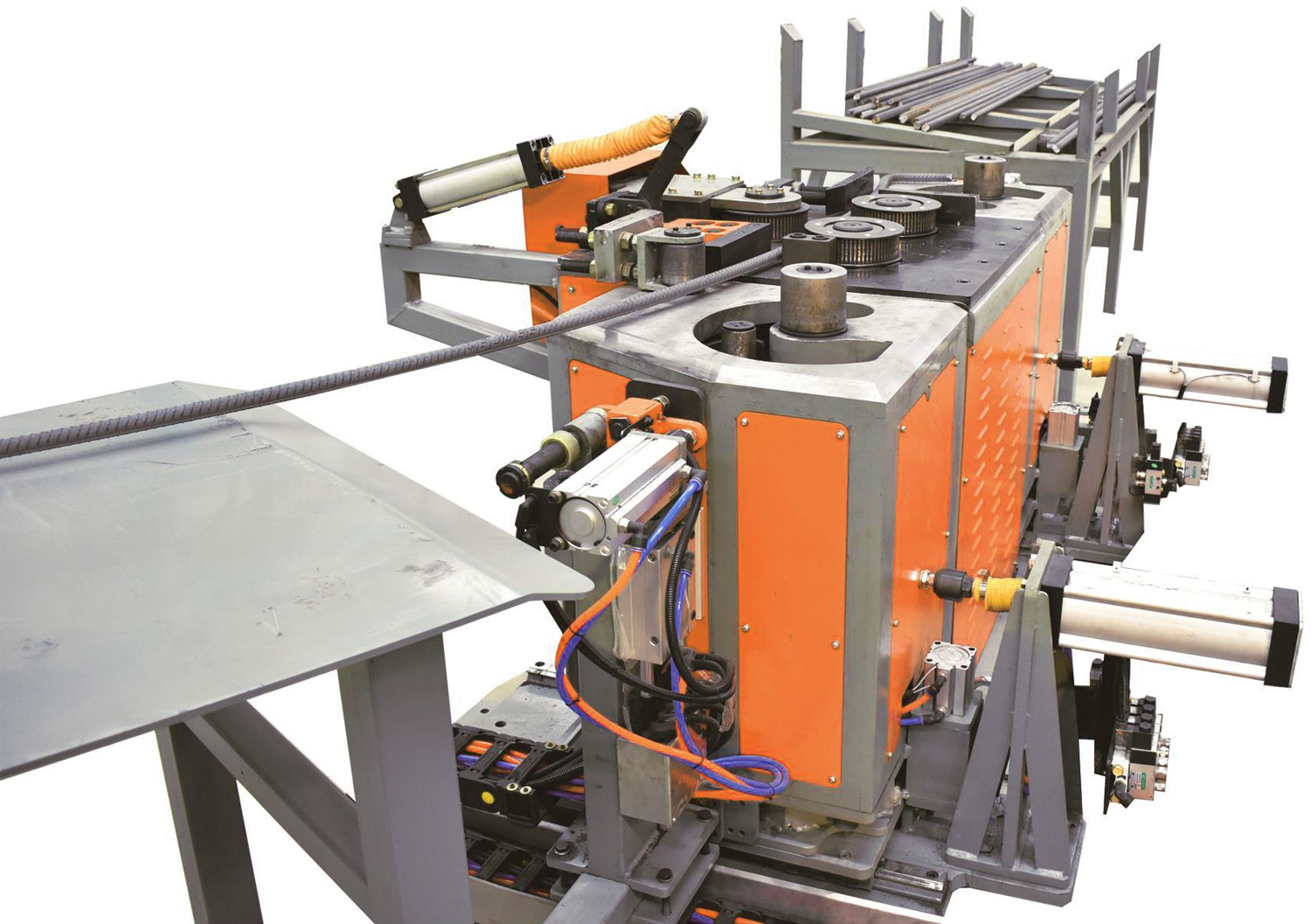
· Shield segment flat mesh forming machine
CB-GPPMW170
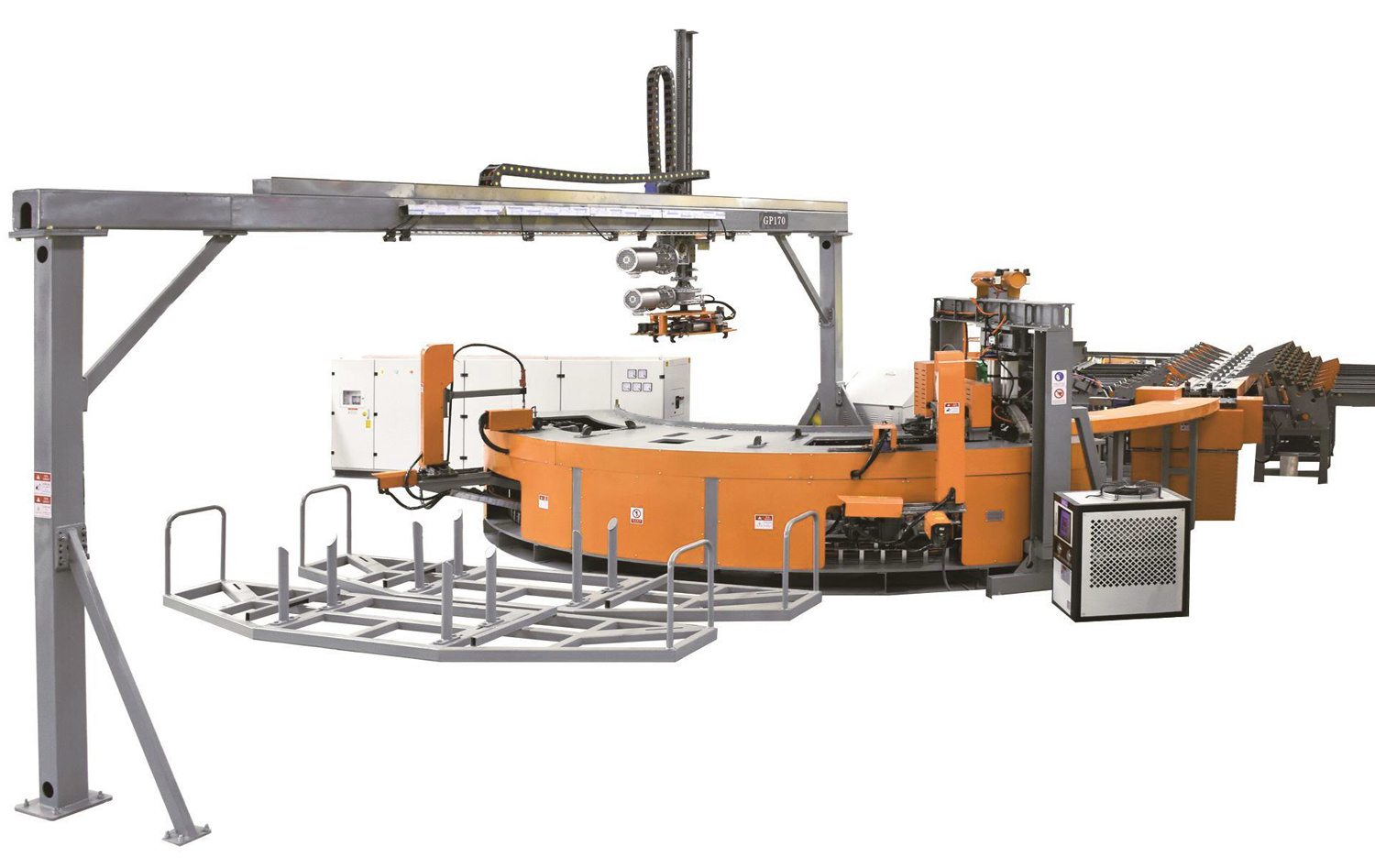
Формовочная машина CB-GPPMW170 с плоским сегментом щита в основном состоит из устройства для гибки дуги, устройства для формирования дуги, устройства для сварки перекладины, тягового устройства, мобильного зажимного механизма, фиксированного зажимного механизма, устройства обнаружения изгиба, сварочного манипулятора и т. Д. Сварка внахлест основной арматуры осуществляется высокоточным трехкоординатным сварочным манипулятором, а сварка поперечины и основной арматуры осуществляется сервопозиционированием положения ригеля, автоматической падающей перекладиной и контактной сваркой.

Диаметр главного сухожилия: # 32 мм.
Диаметр перекладины: # 10 мм
Максимальная сварочная мощность: # 10 мм + # 32 мм
Эффективность обработки: 2.5min / шт.
Общая мощность: 160kva
Размер: 7000x2500x2000mm
· Машина для формирования стереосетки с защитным сегментом
CB-GPLTW170
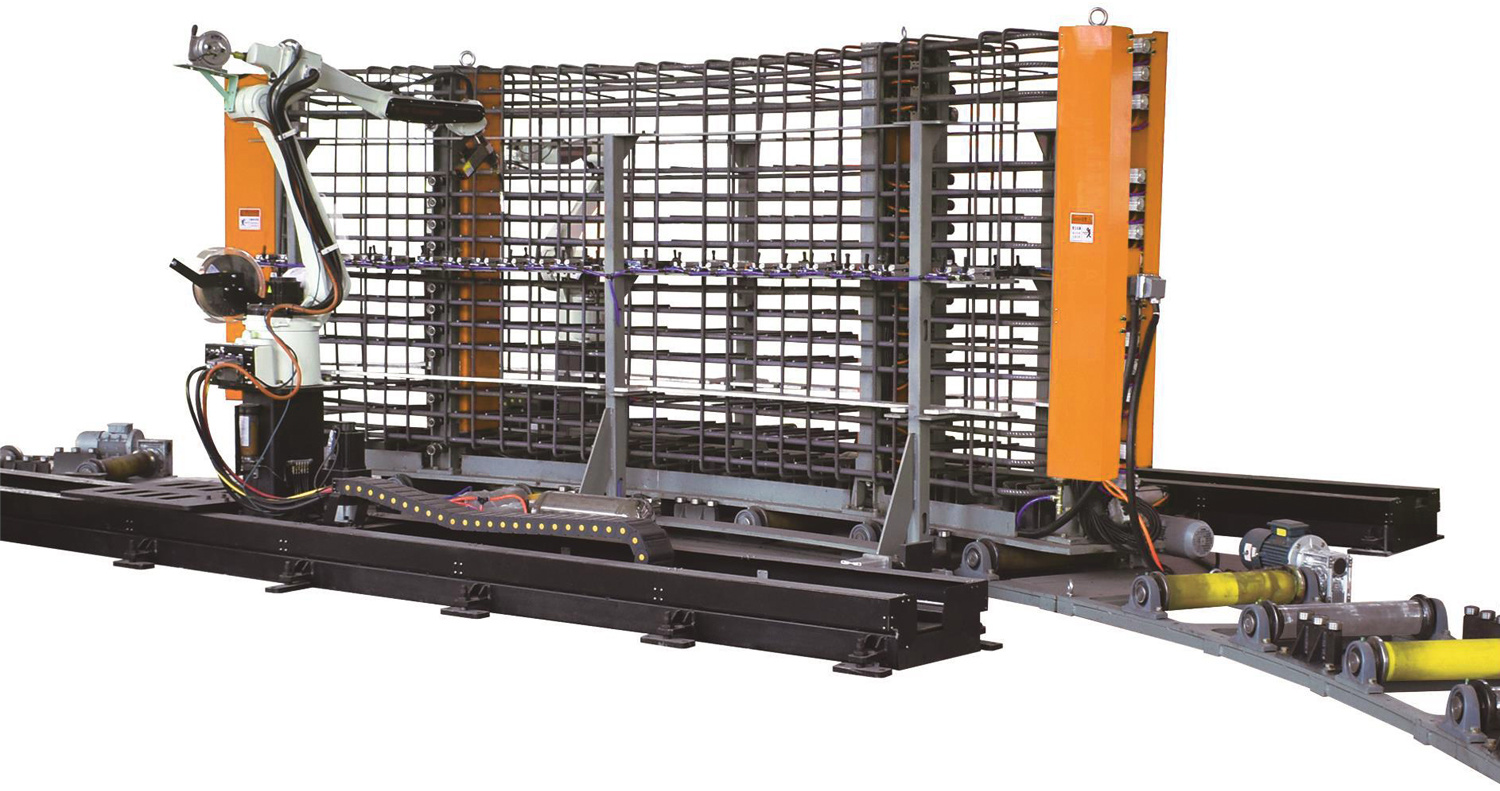
Трехмерная машина для формирования сетки с сегментом экрана CB-GPLTW170 представляет собой дуговую плоскую сетку и ребра, сваренные в целое оборудование, через сварочную форму для стремени, цельную сетку для позиционирования и штабелирования, использование сварочного робота для управления кислородным сварочным аппаратом для достижения сварки сетки и стремени, сварочный робот, оснащенный функцией визуального контроля, Управляйте сварочной горелкой, чтобы завершить формирование и сварку трехмерной сетки.

Повторяемость робота: 0,05 мм
Загрузка робота: 6 кг
Максимальная скорость робота: 395 мм / с
Трехмерная форма: специальная настройка
Способ сварки: две гарантии сварки
Размер: 7000x2500x2000mm
Система распознавания: высокоскоростное зрение с двумя объективами
Общая мощность: 25 кВт
· Платформа для сварки сетки
CB-GS1800-6

Платформа для сварки сетки CB-GS1800-6 состоит из двух сварочных роботов на одной дорожке и позиционере, сварочный робот оснащен лазерным интеллектуальным устройством обнаружения, в основном для выполнения сварочных работ в каждой точке сварки сетки. Производственный процесс заключается в том, чтобы вручную поместить сухожилие бабочки и основное армирование в специальную форму, завершить онлайн-циркуляцию через портал и серебряную дорогу, а также завершить производство сварки сетки.

Диаметр ребра: # 20mm - # 25mm
Диаметр ребра: # 10mm - # 16mm
Длина струны сварной решетки: < 6000 мм
Технические характеристики сварной сетки: 200x200 - 300x300mm
Общая мощность: 15 кВт
Размер: 8000x7500x1500mm
· Сегмент вспомогательного оборудования по производству арматурных клеток
 |
Станок для резки арматуры GQ50 |
| Диаметр обработки: 50 мм в < | |
| Скорость резания: 28 заказ/мин | |
| Мощность двигателя: 4 кВт |
 |
Станок для дуговой гибки арматуры GWH32 |
| Диаметр обработки: 32 мм в < | |
| Минимальный изгибочный круг: средний 500 мм | |
| Мощность двигателя: 3 кВт |
 |
Станок для спирального гибки арматуры CB-WH12 |
| Диаметр обработки: 12 мм в < | |
| Минимальный изгиб: 250 мм в среднем | |
| Мощность двигателя: 3,7 кВт |
· Планировка сегмента линии по производству арматурных клеток
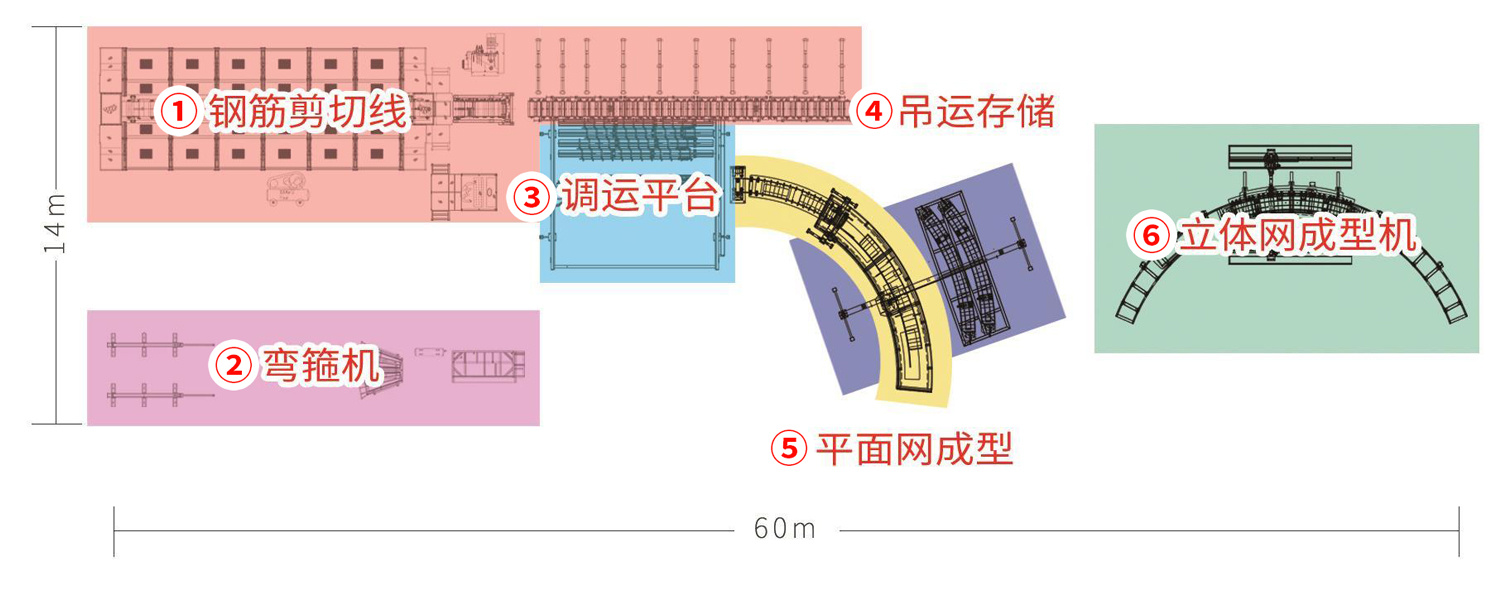
(1) Линия резки арматуры
(2) Станок для гибки обруча
(3) Транспортная платформа
(4) Транспортировочное хранение
(5) Формирование плоской сетки
(6) Машина для формования трехмерной сетки
Сегментная линия по производству стереосетки состоит из четырех модулей: основной арматурной части для резки фиксированной длины, части логистики транспортировки, формовочной части для сварки плоской сетки, а также для сварки и формовки трехмерной сетки.
· Процесс
Часть 1 Резка фиксированной длины:
опционально существующая производственная линия гидравлической резки арматуры с ЧПУ CB-GJW150B для резки фиксированной длины, после ручной подачи оборудование автоматически завершит резку фиксированной длины и резку. Оборудование может выполнять высококачественные операции по резке, транспортировке, хранению и обработке горячекатаных ребристых стальных прутков марок 1, l, ll и V.
Часть 2 Транспортировка стержня:
через шаговый механизм подачи и подъемное устройство основная арматура и клейковина транспортируются на однолинейный конвейерный путь и транспортируются к машине для формования монолитной сетки.
Часть 3 Формовка плоской сетки: устройство дугового изгиба в машине для формования монолитной сетки завершает изгиб дуги и тянется к механизму автоматической вырубки поперечины, а также сваривается в монолитную сетку контактной сваркой
. Трехкоординатный сварочный манипулятор используется для привода сварочной горелки для сварки стыка внахлестки. Наконец, логистический подъемный механизм поднимает цельную сетку на грузовик для хранения сетки для хранения.
Часть 4 Формирование трехмерной сварки сетки: поместите ребра жесткости и монолитные экранные коды в сварочную форму, используйте ряд цилиндров и приспособлений для реализации позиционирования и
зажима подъемных стремен, а также управляйте сварочной горелкой для завершения формирования и сварки трехмерной сетки с помощью функции визуального контроля.
· Кадровые
1 человек для резки прутков фиксированной длины, 1 человек для сварки и формовки плоской сетки, 2 человека для формования стальных прутков, 1 человек для извлечения готовой продукции из формы и 1 человек для сварки и формовки трехмерной сетки.
Предыдущий
Следующий
Предыдущий
Следующий
сопутствующие товары

WS-28/40 Гидравлический гибочный станок для арматуры
1. Это патентованный продукт, который является гибким гидравлическим станком с двумя скоростями, способным выполнять функции бандажно-гибки и изгиба. Данный продукт имеет два режима управления: ножной и автоматический. 2. Быстрая бандажно-гибка и медленное изгибание легко переключаются, не требуя остановки двигателя. В режиме управления с помощью педалей нет необходимости в настройке, достаточно задать необходимый угол изгиба за время нажатия на педаль. Это более мощный и удобный в эксплуатации инструмент. 3. Он оснащен новейшим разработанным двухскоростным масляным цилиндром, обеспечивающим низкую температуру масла, достаточную мощность и высокую скорость, что позволяет легко изгибать арматуру.
GST-14 Станок для рихтовки арматуры
1. Станок для рихтовки оборудован интеллектуальным ЧПУ для точной настройки и быстрого прямого раскроя арматуры. Простое управление, точность измерений и возможность обработки широкого спектра сталей позволяют удовлетворить все потребности по выпрямлению арматуры. 2. С мотором из чистой меди, включенным в стандарты государственного качества, станок обладает более мощным двигателем. Новейшая технология позволяет создавать фрейм и ролики, имеющие более высокую прочность, а также усиленные гидравлические цилиндры и разрезы, а также трубки с тремя слоями повышенной толщины, устойчивые к износу и прочные вдвое по сравнению с аналогичными изделиями. Это обеспечивает более лучшую, стабильную и долговечную работу машины. Улучшенные электромагнитные клапаны и утолщенные пластины на боковых стенках тягового ящика значительно повышают эффективность и качество выпрямления.
Связанные случаи
Оборудование для обработки стальных прутков CanBong
Связаться с нами
Промышленная зона Санлян, город Гулао, город Хэшань, провинция Гуандун, Китай
Подпишитесь на эксклюзивные предложения и обновления!
Связаться с нами!



